
Kalıp imalatında "yüksek hassasiyet" insanların sıklıkla kullandığı terimlerden biridir, ancak atölyede bu çok farklı anlamlara gelebilir. Birlikte çalıştığım yıllardanbağlayıcı kalıplarıve optik parçalarda, yüksek hassasiyet yalnızca çizimdeki bir sayı değildir; tekrarlanan işlemler sırasında kalıbın nasıl davrandığı ve deneme montajı sırasında ne kadar ayarlama gerektirdiğiyle ilgilidir.
Standart bir ekin kağıt üzerinde iyi göründüğü bir projeyi hatırlıyorum. İlk birkaç çekim iyiydi, ancak üçüncü çekimde küçük hizalama bozuklukları kenarlarda parlamaya neden oldu. Hassas bir kesici ucu değiştirdik ve sorun aniden ortadan kalktı. İşte o zaman benim için gerçekten işe yaradı: mesele kağıt üzerinde mükemmellik değil, üretimdeki istikrarla ilgili.
Ayrıntılı bir karşılaştırma için bkz.Hassas Uçlar ve Standart Uçlar
.
Hoşgörü çoğu zaman yanlış anlaşılır. Bazı mühendisler daha sıkı olmanın her zaman daha iyiye eşit olduğunu düşünüyor ancak gerçekte toleransların uygulamaya uygun olması gerekiyor.
Örneğin, bir keresinde kritik olmayan bir konumlandırma özelliğinde ±0,002 mm'yi denemiştik. İşleme maliyeti hızla arttı ve parça gözle görülür derecede daha iyi performans göstermedi. Öte yandan kritik referans yüzeylerinin ±0,005 mm veya daha sıkı olması gerekir. Aradaki fark sadece sayı değil tutarlılıktır.
Bunu yapboz parçaları olarak düşünmeyi seviyoruz. Kenarlar çok gevşekse kalıp kayar. Çok sıkı olursa montaj sırasında zorluk yaşarsınız. Her iki durumda da zaman kaybına neden olur ve takım ömrünü kısaltan strese neden olabilir. İşin püf noktası, gerçekten önemli olan yerlerde toleransları doğru ayarlamaktır.

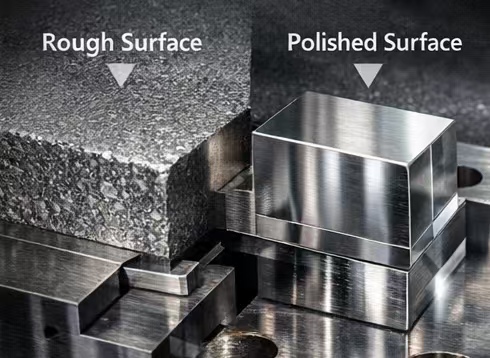
Yüzey kalitesi genellikle hafife alınır. Cilalı bir yüzey sadece hoş görünmekle kalmaz; kesici uçların yerine nasıl kaydığını, yükün nasıl yayıldığını ve zaman içinde aşınmanın nasıl meydana geldiğini etkiler.
Uygulamada işlevsel yüzeylere odaklanıyoruz: sızdırmazlık alanları, temas yüzeyleri ve görünür ürün yüzeyleri. Plastiğe veya diğer parçalara temas etmeyen iç alanların aşırı cilalanmasına gerek yoktur. Her yerde ayna kaplamanın yapıldığı durumlar gördüm, ancak bu performansı artırmadı; yalnızca maliyeti ve teslim süresini artırdı.
GörmekHassas Uçlar ve Standart Uçlar
yüzey kaplamasının kalıp davranışını nasıl etkilediğine dair gerçek dünya örnekleri için.
Tekrarlanabilirlik, gerçek bir hassas kesici ucu standart bir kesici uçtan ayıran şeydir. Bir ek parçanın bir kez takılması yeterli değildir; sökme, temizleme veya parça değiştirme sonrasında aynı konuma dönmesi gerekir.
Bağlayıcı kalıpları veoptik bileşenlerözellikle hassastırlar. Hizalamadaki 0,01 mm'lik bir kayma, ürünlerin arızalı olmasına veya parlamanın artmasına neden olabilir. Deneyimlerime göre, bir tasarımı taahhüt etmeden önce tekrarlanabilirliği kontrol etmek, deneme ayarlamalarında saatlerce tasarruf sağlıyor.
Hatta bazen bunu doğrulamak için referans kenarlarını işaretliyoruz ve atölyede birden fazla montaj-demontaj döngüsü gerçekleştiriyoruz. Sıkıcıdır ancak üretimde bunu atlamanın maliyeti daha yüksektir.
Konektör kalıpları hakkında daha fazla bilgi için bkz.Konektör Kalıpları için Hassas Kalıp Bileşenleri
.
Hedef çizimlerdir, ancak işleme bunu gerçeğe dönüştürür. CNC tezgahı stabilitesi, kesme parametreleri, takım aşınması ve termal etkilerin tümü rol oynar. Proses kontrol edilmezse mükemmel tasarlanmış bir kesici uç bile bozulabilir.
Denetim bir diğer kritik noktadır. Boyutların yalnızca üretimin sonunda kontrol edilmesi, genellikle işleme sırasında sapmayı gözden kaçırır. Sorunları erken yakalamak için kritik boyutları birden fazla aşamada ölçüyoruz.
Yüksek hassasiyetli işlemesadece süslü makinelerle ilgili değil; tekrarlanabilir, kontrollü bir süreçle ilgili. Süreç tutarlılığının genellikle mutlak toleranslardan daha önemli olduğunu bulduk.
Her kalıp aşırı hassasiyetten faydalanamaz. Basit plastik muhafazalar için yüksek hassasiyetli kesici uçların kullanılması aşırılıktır. Üretim istikrarını iyileştirmeden maliyeti ve teslim süresini artırır.
Aşağıdaki durumlarda hassas kesici uçlar gereklidir:
Boyutsal doğruluk ürün kalitesini doğrudan etkiler
Birden fazla bileşenin birbirine mükemmel şekilde uyması gerekir
Kalıp yüzbinlerce döngü boyunca çalışacak
Daha basit kalıplarda, makul toleranslara sahip standart kesici uçlar genellikle iyi performans gösterir. Uygulamaya, malzemeye ve üretim hacmine göre doğru hassasiyet düzeyini seçmek daha akıllı bir yaklaşımdır.
Yüksek hassasiyetli kalıp uçlarıtek bir sayı veya yüzey kalitesi ile tanımlanmaz. Bunlar tolerans kontrolü, yüzey kalitesi, uyum, tekrarlanabilirlik ve işleme sürecinin birlikte çalışmasının sonucudur.
Benim açımdan amaç en ufak toleransların peşinde koşmak değil. Önemli olan, gerçekten önemli olduğu yerde tutarlı, öngörülebilir ve istikrarlı performansa ulaşmaktır; deneme ayarlarını azaltmak, kusurları önlemek ve kalıpların sorunsuz çalışmasını sağlamak.
Daha fazla rehberlik için kontrol edinYüksek Hassasiyetli İşleme ve Hassas Kalıp Bileşenleri Bu ilkelerin farklı kalıplara nasıl uygulandığını görmek için.













