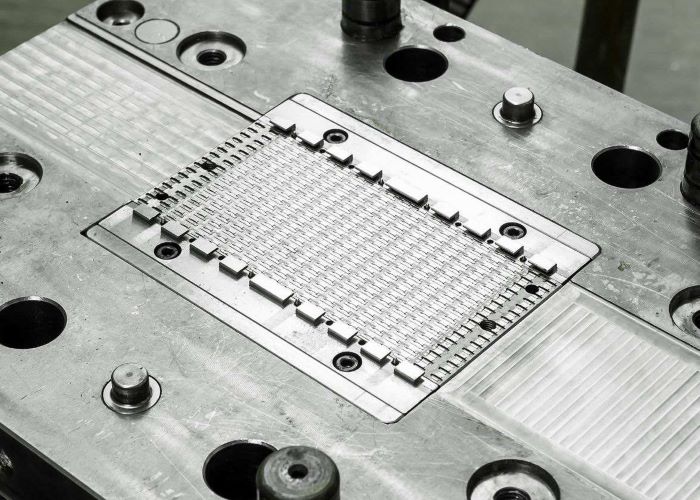
İçindehassas kalıp üretimiSüreç, kalıp doğruluğunu sağlamak için her aşamada işlem parametrelerinin sıkı kontrolü esastır. İki parçalı kauçuk yağ keçesi kalıplarının üretilmesini örnek olarak alarak, çekirdek işlem akışı kalıp temizliği, yarı mamul ürün yerleştirme, vulkanizasyon için kalıp kapanma ve ürün ejeksiyonunu içerir. Kalıplar işlenerek üretilirbireysel bileşenlerMontajdan önce, CR12 çelikten yapılmış kalıp boşluğu ve 45# çelik kullanılarak bağlantı plakaları ile. Tasarım çizimlerine sıkı sıkıya bağlı kalmanın ötesinde, aşağıdaki dört kritik hassas kontrol noktasına özel dikkat gösterilmelidir:
Birincisi, yapıştırıcı akış kanalı işlemenin optimizasyonudur. Geleneksel yöntemler genellikle kanalların boşluktan veya kontrolsüz boyutlarla çok uzakta olmasına neden oldu ve bu da düzeltme zorluklarına neden oldu. Geliştirilmiş üçgen kanal, iç boyutun ürünün dış çapına tam olarak eşleştiği "sıfırdan sıfıra" tasarımı benimser. Üst ve alt kalıplar tarafından oluşturulan keskin kenarlar otomatik olarak fazla flaşı keser. Bu atılım, düzeltilemeyi yaklaşık% 40 oranında basitleştirir ve ürün görünüm yeterlilik oranını% 99,5'e çıkarır.
İkincisi, üst kısım arasındaki yenilikçi konik uyumkalıp ve çekirdek. Geleneksel elle atlama,% 80'den fazla temas alanı gerektiriyordu, ancak yine de flaşı ortadan kaldıramadı. Yeni çözüm, kadın kısmında 5 eksenli işleme ile birleşerek biraz daha küçük bir konik açı kullanır ve ayrılma çizgisinde sıfır temizleme korur. Test, bunun uyum doğruluğunu 0.005 mm'ye yükseltirken, flaşı tamamen ortadan kaldırır ve montaj süresini%60 azaltır.
Üçüncüsü, yükseltilmiş çekirdek presleme işlemidir. Yardımcı dudak boyutsal doğruluğu için, ön yük vidaları ile desteklenen ± 0.01mm içinde işleme hatalarını kontrol ederek termal genleşme paraziti uyumu kullanılır. Pratik sonuçlar, önemli ölçüde gelişmiş boyutsal stabilite ile çekirdek yer değiştirmede% 90 azalma göstermektedir.
Son olarak, boşluklar arasında optimize edilmiş yüzen bağlantılar. Bireysel boşluklar ve bağlantı plakaları arasındaki 0.5-1.0mm boşluğunu tam olarak kontrol ederek ve kendini yağlama kılavuz mekanizmalarını uygulayarak, geleneksel kalıp eğme ve sıkışma sorunları çözülür. 20.000 açık kapalı testten sonra, 3 kat ömrü uzantısı ile aşınma% 70 azalır.
Xp kalıpTeknolojik yenilikler, ürün hassasiyetini korurken üç parçalı kalıpları iki parçalı konfigürasyonlara başarıyla dönüştürdü. Bu başarır